|
|
|
Дефекты матриц ПЗС - нормативы и реальность.
Дата публикации : 31.10.2007
Продвинутые покупатели телевизионных камер ( а также, бытовых видеокамер, WEB-камер, цифровых фотоаппаратов и т.д.) при их проверке обязательно проводят тест на "битые" пиксели (они же, "горячие пиксели", они же, "белые точки", они же, "дефекты матрицы"). К слову говоря, обычные покупатели просто не обращают на них внимания. При проверке продвинутый покупатель закрывает объектив камеры от света плотным материалом. Тогда, на экране, подключенного к камере монитора становиться виден только флуктуирующий зернистый шум. Но, если внимательно приглядеться к изображению, то в разных его местах можно заметить несколько постоянно светящихся белых точек. Сначала они еле заметны, но со временем, при прогреве камеры точки становятся все более и более яркими. Это и есть "горячие пиксели". Не многие знают, что фирмы изготовители матриц ПЗС имеют специальные нормативы на количество и амплитуды дефектных пикселей в различных зонах изображения. В качестве примера, мы подробно рассмотрим нормативные документы фирмы SONY на матрицу ПЗС типа ICX-259AL. Отметим, что спецификация SONY приводится при условии работы матриц ПЗС в рекомендуемом SONY стандартном режиме работы матрицы по питающим напряжениям и размахам тактовых импульсов. Стандартные режимы по напряжениям и токам используют в своих камерах большинство фирм производителей, в том числе и фирма ЭВС.
Спецификация SONY по дефектам на матрицу ICX-259AL
Выдержки из спецификации фирмы SONY на дефекты, которые допускаются в матрицах ПЗС типа ICX-259AL приведены ниже на английском языке:
SONY (ICX259AL-E)
Spot Blemish Specifications (Field readout CCD signal, Ta = 25°C)(Field readout CCD signal, Ta = 25°C)
|
Spot blemish |
Spot blemish level |
Number of allowable spot blemishes by zone |
Measurement method
|
Remarks |
|
|
|
0 |
I |
II |
II' |
|
|
Black or white blemishes at high light
|
16% < D < 20% |
0 |
0 |
2 |
2 |
1 |
|
|
20% < D
|
0 |
0 |
0 |
0 |
|
|
|
Black blemishes at low light |
3.0mV < D
|
0 |
0 |
0 |
0 |
2 |
|
|
White blemishes in the dark |
12.0mV < D |
4 |
3 |
Ta = 60°C |
|
Black or white blemishes at electronic shutter operation |
3.0mV < D
|
0 |
0 |
0 |
0 |
4 |
|
Notes
D ... Spot blemish level.
- Zone III - no evaluation criteria applied.
- In the optical black (OB), the level of white blemishes in the dark must be 6mV or less in the horizontal optical black (HOB) and 18mV or less in the vertical optical black (VOB) (Ta = 60°C).
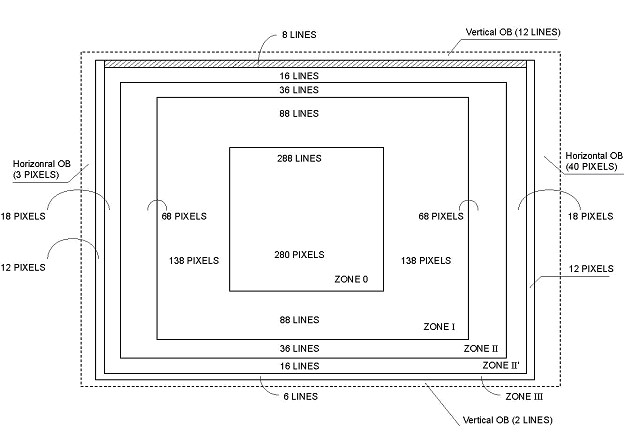
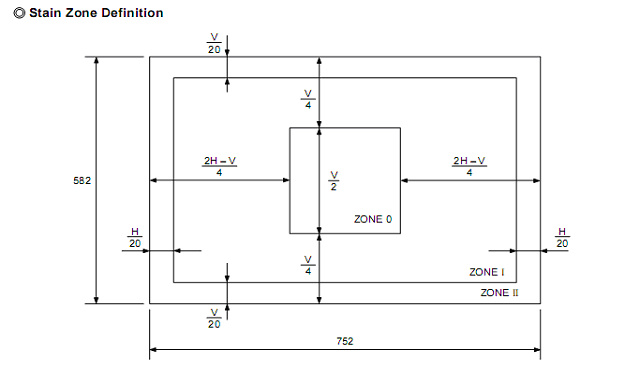
- Zone definition is illustrated in figure below.
The Zone IT specification applies to the black blemishes at low light in the halftone area of Zone III on the monitor. (See the figure shown below.)
Spot Blemish Zone Definition
Measurement Method for Spot Blemishes
After setting to standard imaging condition III, and the device driver should be set to meet bias and clock
voltage conditions.
Configure the driver circuit according to the example and measure at the CCD output [*A] point.
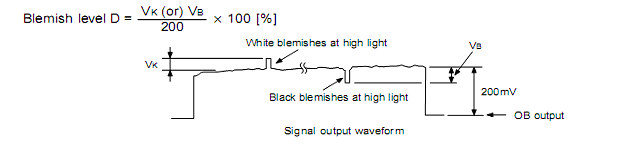
1. Black or white blemishes at high light After adjusting the luminous intensity so that the average value of signal output is 200mV, measure the local dip point (black blemishes at high light, VB) and peak point (white blemishes at high light, VK) in the signal output. Substitute the value into the following formula.
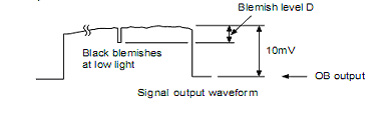
2. Black blemishes at low light After adjusting the luminous intensity so that the average value of signal output is 10mV, measure the local dip point in the signal output.
3. White blemishes in the dark
Set the device to a dark setting and measure the local peak point of the signal output waveform, using the average value of the dark signal output as a reference.
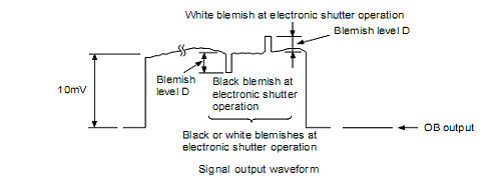
4. Black or white blemishes at electronic shutter operation
Set to electronic shutter operation, adjust the luminous intensity so that the average value of signal output is 10mV, and measure the local dip point (black blemishes at electronic shutter operation) and peak point (white blemishes at electronic shutter operation).
Stain Specifications
|
Zone |
Allowable blemishes |
Total allowable blemishes |
Size |
Level |
Interval |
|
0 |
1 |
3 |
3 ≤ L ≤ 10 lines |
4 < R < 8% |
≥ 200 lines |
|
I |
2 |
|
II |
3 |
4 ≤ L ≤ 20 lines |
4 < R < 8% |
Overlap permitted |
|
For instances of two or more zones, the surface area of the largest zone is used. |
Stain Measurement Method
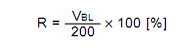
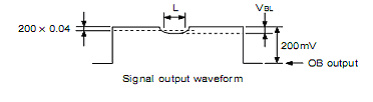
In the following measurements, set to standard imaging condition ???, set the lens iris to F16, and adjust the luminous intensity so that the average value of signal output is 200mV. Measure the local dip in the average value of signal output (VBL) and then calculate the stain level (R) as the ratio of VBL to the average value of signal output.
At the same time, the size (L) of the area where the stain level is 4% or more is determined by CCIR frame line number conversion. The distance from one center of a stain to another is the stain interval, and is also determined in the same fashion by CCIR frame line number conversion.
SONY (ICX259AL-E)
|
Рассмотрим подробнее, какие дефекты допускает в своих матрицах фирма SONY.
В таблице "Spot Blemish Specifications" приводятся допускаемые точечные (более правильный перевод слова "spot" - пятно) белые и черные дефекты, как в темноте, так и при засветке матрицы в различных ее зонах. Из таблицы видно, что даже в центральной зоне изображения "0" (которая занимает менее 1/4 всей площади изображения) допускается 4 белых пятна ( отметим, что, точечные дефекты могут быть "многопиксельными", например, дефект размерами 2х2 пикселя все еще считается одним пятном) амплитудой равной, или больше 12 мВ. Учитывая то, что в datasheet SONY на матрицу ПЗС типа ICX-259AL сигнал насыщения указан равным 1000 мВ, можно определить, что SONY в своей матрице допускает 4 точечных белых дефекта в центральной зоне изображения с амплитудой более 1% от уровня насыщения. Реально, при работе телевизионной камеры такие белые точки при наблюдении днем при свете Солнца будут не видны, но утром и вечером, при отработке системы АРУ, они уже будут заметны, а ночью при максимальном усилении 32 дБ они будут сиять на экране монитора как звезды первой величины. В зонах II и II' допускаются белые и черные дефекты амплитудой до 20% от измерительного уровня 200 мВ, что соответствует 4% от уровня насыщения. Такие точки будут заметны даже при наблюдении в дневных условиях на ровном фоне. Интересно, что в спецификации SONY количество точечных дефектов с амплитудой менее 1% от уровня насыщения вообще не лимитируются, то есть на изображении их может быть сколько угодно ! В режиме электронного затвора во всех зонах допускаются 4 белых, или черных точки с амплитудой более 3 мВ, то есть, фактически, эти четыре точки могут быть любой амплитуды, вплоть до уровня насыщения, а точек амплитудой менее 3 мВ может быть любое количество.
В таблице "Stain Specifications" (спецификация на пятна большого размера) указано, что в зонах "0" и "I" (то есть в центральных зонах) допускаются до 3-х пятен размерами до 10 строк (то есть пятна размерами 10 х 10 пикселей) с амплитудой до 8% от измерительного уровня. Такие пятна будут хорошо заметны на ровном фоне при наблюдении даже в дневных условиях. В краевой зоне "II" допускается 3 пятна размерами 20 х 20 пикселей, которые невозможно не заметить при любых условиях наблюдения.
Подводя итог обзору спецификаций SONY на дефекты, отметим, что не только SONY, но и другие производители ПЗС допускают возможность большого числа дефектов в своих матрицах К счастью, в настоящее время значительная доля матриц SONY (80 - 90%) имеет дефекты намного меньше предельно допустимых. Многолетняя статистика завода ЭВС показывает, что только 10 - 20% матриц фирма SONY выпускает с дефектами, уровень которых приближается к предельным значениям, указанным в рассмотренной спецификации. И только 1% продающихся матриц не удовлетворяет нормативам SONY. Интересно отметить, что уровень дефектов матриц ПЗС сильно отличается от партии к партии, и зависит от времени года. Худшие матрицы, по невыясненным причинам выпускаются в осенние месяцы, а лучшие - весной. Интересно, что в приборах, изготавливаемых по разным технологиям, различные виды дефектов присутствуют в разных пропорциях. Например, для технологии ExViewHad (SONY) наиболее характерны дефекты типа 1.2 и 2.1. (см. описание видов дефектов ниже). Для серий SuperHad, наоборот, такие дефекты крайне редки, а наибольшим образом проявляются дефекты видов 1.1., 1.3 и 2.2.. Для матриц старых поколений, особенно, у фирм Sharp и Samsung часто встречаются дефекты типов 3 и 4. Для матриц, изготавливаемых на корейских и тайваньских заводах нередко характерны дефекты п.п. 2.3., 6.1 и 6.2 типа "полос" и "пятен", которые практически отсутствуют в матрицах японского производства.
Виды дефектов в реальных матрицах ПЗС.
В спецификациях на матрицы, фирмы изготовители указывают далеко не все возможные для матриц ПЗС дефекты. К счастью для фирм-производителей телевизионных камер и цифровых фотоаппаратов даже продвинутые покупатели не знают всех возможных дефектов матриц ПЗС и не проверяют их наличие. Иначе, к фирмам - производителям было бы намного больше претензий. Ниже, для просвещения сотрудников занимающихся охранным телевидением, мы рассмотрим различные виды дефектов ПЗС, в том числе и те, которые не указываются фирмами-изготовителями матриц в своих нормативах.
Наблюдаемые на экране монитора дефекты фотоприемных ПЗС матриц в большинстве случаев связаны либо с дефектами кристаллической структуры полупроводника, появившимися в процессе выращивания кристалла, либо с погрешностями фотолитографических и химических процессов, протекающих при обработке кремниевых пластин. Дефекты могут образовываться на разных стадиях производства матриц, и быть геометрически расположены в разных секциях и элементах матрицы ПЗС, поэтому, в зависимости от этого их влияние на работу фотоприемника будет различным. Дефекты можно классифицировать по разным признакам, таким как геометрическая форма (точечные, столбики, пятна, и т.п.), по их поведению в зависимости от различных факторов: (изменения напряжения, температуры, фазы управляющих импульсов и т.п.), по их изменению в процессе времени (постоянные, пульсирующие, возникающие в процессе работы, или хранения и т.п.) и по различным другим критериям. Мы будем рассматривать дефекты в первую очередь по признакам геометрической формы и по различию их зависимости от воздействующих на матрицу ПЗС внешних факторов.
1. Белые точки - являются наиболее заметными (и наиболее известными потребителям) дефектами матриц ПЗС. Их легко обнаружить, закрыв объектив от света плотным материалом, или закрыв диафрагму объектива (в случае АРД объектива достаточно вынуть разъем кабеля объектива из разъема камеры). Дефекты типа "белые точки" бывают различных видов :
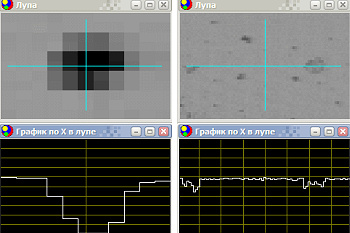
- Белые точки - центры повышенной генерации темнового тока (так называемые "горячие пиксели"). Их легко отличить от других видов белых точек тем, что они при включении камеры имеют незначительную яркость, а затем при прогреве матрицы ПЗС их яркость монотонно увеличивается (принято считать, что при увеличении температуры на 7 - 8 градусов Цельсия амплитуда этих дефектов увеличивается в 2 раза) . Еще одним признаком "горячих пикселов" является их зависимость от времени экспозиции в режиме электронного затвора. Чем больше установлено время экспозиции, тем точка ярче. Здесь зависимость - прямо пропорциональная. Большая часть точечных дефектов, наблюдаемых на рис. 1 является дефектами данного типа.
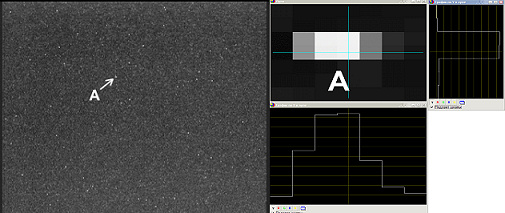
Рис.1. Изображение темнового тока не самого лучшего образца матрицы ПЗС типа ICX-259AL, но, тем не менее, удовлетворяющей спецификациям фирмы SONY на точечные дефекты, при времени экспозиции 20 мс и температуре +45 градусов Цельсия (слева) и изображение и осциллограммы "точечного" дефекта "А" типа 1.1. размерами 4 пикселя х 2 строки (справа).
- Белые точки - дефекты структуры полупроводника связанные не с генерацией темнового тока, а с инжекцией заряда из образовавшегося в результате дефекта структуры канала связи данного пиксела ПЗС с внутренним источником зарядов. Эти дефекты, как правило, постоянной амплитуды, независящей ни от температуры, ни от времени экспозиции. Обычно, они имеют либо ярко выраженный пороговый эффект в яркости и яркости и почти не зависят от температуры и времени экспозиции, но зависят от напряжения приложенного к электроду положительного питания матрицы (или от напряжений на фазных электродах). В некотором диапазоне напряжений их амплитуда достаточно линейно зависит от напряжения (рис.2). Иногда, в широком диапазоне напряжений этот белый дефект "ярко сияет" на изображении, а при изменении напряжения чуть выше, или ниже пороговых, он полностью пропадает (инжекция заряда перекрывается). Обычно, в реальных матрицах ПЗС дефектов типа 1.2. меньше, чем центров повышенной генерации темнового тока (1.1.), но амплитуда сигнала от них, как правило, выше.
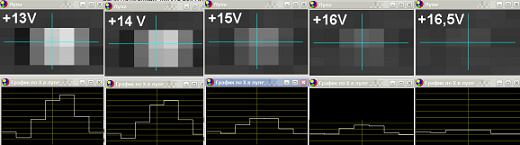
Рис.2. Иллюстрация зависимости амплитуды белого дефекта типа 1.2. от напряжения на положительном электроде питания матрицы ПЗС (+ 15V).
- Пульсирующие белые точки - особый вид дефектов, которые, то появляются, то исчезают с периодом мерцания от десятков миллисекунд до минут и даже часов. Пульсирующие дефекты бывают, как первого вида (центры генерации темнового тока п. 1.1.), так и второго (дефекты структуры п. 1.2). По статистике ЭВС доля мерцающих дефектов в матрицах невелика, и примерно составляет 1 - 2% от всех белых точечных дефектов. Причина мерцаний дефектов не ясна, в литературе почти нет сообщений на эту тему. Отметим, что в зависимости от геометрического места расположения пульсирующего дефекта он может в определенных случаях трансформироваться в пульсирующий "столб", или пульсирующую "полосу".
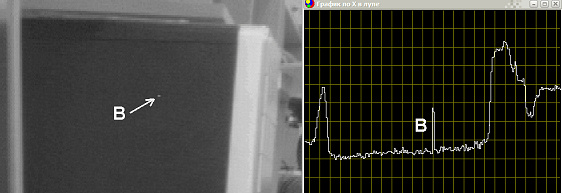
Рис.3. Иллюстрация сверх яркого белого дефекта типа 1.2. (20% от уровня насыщения матрицы ПЗС), который виден даже днем.
- Появляющиеся в процессе работы, или хранения ПЗС белые точки, обусловлены, в основном, двумя причинами. Первая из них - попадание в матрицу ПЗС частиц высоких энергий, которые вызывают локальное разрушение структуры полупроводника, что приводит к появлению белого точечного дефекта, в основном вида 1.2. Наибольший риск возникновения новых дефектных пикселей возникает при работе камеры в зонах с повышенной радиацией, либо в высоких слоях атмосферы и в космосе. Статистика работы телевизионных камер на космических аппаратах показывает, что за год нахождения на орбите спутника в матрице ПЗС SONY типа ICX-249AL появляется несколько десятков новых белых точечных дефектов различной амплитуды. Другой причиной появляющихся вновь точечных дефектов (и столбиков) может быть микро пробой внутри полупроводника (обусловленный прикладываемыми к матрице ПЗС напряжениями в процессе работы камеры) в тех местах, где уже находился небольшой дефект его структуры. После микро пробоя область разрушения увеличивается, что и приводит к появлению на матрице ПЗС вновь появившегося точечного дефекта значительной амплитуды.
2. Черные и серые точки - дефекты, на которые потребители не так часто обращают внимание, так как они менее заметны на изображении, также бывают различных видов.
Отметим, что белые и черные точки бывают разного размера, как в один пиксель, так и более крупные по несколько пикселей, вытянутые как в направлении строк, так и в направлении столбцов.
Виды дефектов в реальных матрицах ПЗС. (продолжение)
3. Белые вертикальные столбы являются трансформацией рассмотренных выше точечных белых дефектов, их преобразованием в вертикальную линию за счет воздействия механизма переноса заряда, как в секциях вертикального переноса заряда, так и в ПЗС регистре. Дефекты проявляются как точки, только если они расположены в секции накопления (фотодиодной области современных матриц ПЗС). Если же дефект полупроводника расположен в массиве электродов вертикального переноса заряда, то он "растягивается" в виде вертикального столбика. В зависимости от режима работы матрицы ПЗС белые столбики могут быть неполной длины (от места расположения дефекта и вниз до последней строки) либо полной длины (от первой до последней строки матрицы). Если точечный дефект расположен в нижнем регистре матрицы ПЗС, то он проявляется всегда в виде столбика полной длины. Как и белые точечные дефекты, белые столбы бывают трех типов: обусловленные повышенной генерацией темнового тока (п.1.1.), связанные с дефектами структуры полупроводника (п.1.2.) и пульсирующие (п.1.3.). Нужно отметить, что амплитуда сигнала белых столбов 1-го и 3 - го видов обычно мала (в число строк меньше, чем, если бы это был одиночный точечный дефект), так как, фактически точечный дефект "разворачивается" в столб с уменьшением величины сигнала в число раз равное высоте столба, измеренной в количестве строк. Белые столбы вида 1.2. такие же яркие, как и соответствующие точечные дефекты. Это обусловлено тем, что наполнение зарядом в таких дефектах происходит не путем генерации темнового тока, а методом инжекции, скорость формирования избыточного заряда которого на многие порядки больше, чем при генерации темнового тока.
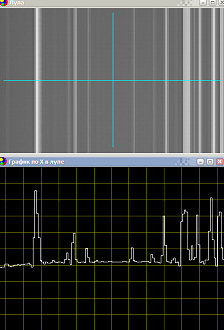
Рис. 5. Белые вертикальные столбы, сформированные дефектами типа 1.2.
4. Черные и серые вертикальные столбы, также как и белые столбы образуются из точечных дефектов матрицы ПЗС, которые расположены в каналах переноса заряда. Аналогично точечным дефектам, они бывают видов 2.1 и 2.2. Черные столбы, обусловленные точечным дефектом вида 2.1. всегда имеют полную длину. Столбики, формируемые точечным дефектом вила 2.2, могут иметь как полную, так и неполную длину в зависимости от режима работы матрицы ПЗС. Черных столбов, обусловленных влиянием точечных дефектов вида 2.3 (от пыли и частиц, попавших на фоточувствительную поверхность) не возникает.
5. Ложные белые, серые и черные вертикальные столбы иногда возникают не в самой матрице ПЗС, а в схеме телевизионной камеры, в которой неудачно построена схема формирователя управляющих импульсов. Фактически, ложные столбы - это наводка от цифровых счетчиков синхрогенератора камеры, попадающая по различным цепям на входной каскад усилителя по различным цепям (питания, общего провода, управляющих усилителем импульсов и т.д.). Отличить ложные столбы от настоящих дефектов матрицы ПЗС типа "столб" можно по следующим признакам:
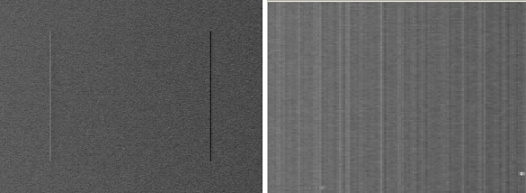
Рис.6. Иллюстрация "ложных столбов". Наводка от схемы Back Light Compensation (слева) и наводка от синхрогенератора камеры (справа).
- Все ложные столбы имеют одинаковую длину (полную, или фиксированную).
- Нередко, геометрическое положение ложных столбов зависит от напряжения питания (они сдвигаются по горизонтали при изменении напряжения питания матрицы ПЗС, а иногда и при изменении температуры), что с настоящими столбами матрицы ПЗС никогда не происходит. Черные, белые, или серые столбы матрицы ПЗС фиксировано стоят на месте, либо полностью пропадают (если это столбы от точечного дефекта типов 1.2, или 1.3.).
- Как правило, ложных столбов достаточно много (если они есть), но все они не большой амплитуды.
- Часто бывают фиксированные ложные столбы от оконных режимов работы схемы BLC (рис. 6 слева), когда строб BLC через емкостные связи проходит на вход усилителя, а также от схемы детектора движения, с возможностью раздельной настройки в различных окнах. В этом случае, столбиков четное число, например, два: слева и справа, они являются краями окна формируемого схемой BLC, в котором выбирается сигнал, поступающий на детекторы АРУ и АРВН.
6. Широкие светлые столбы, полосы и пятна, обусловленные погрешностями химических процессов, которым подвергается поверхность матрицы ПЗС.
- Светлые вертикальные полосы темнового тока, обычно с неровными краями шириной от нескольких десятков до сотен пикселов, в основном, появляются на матрицах ПЗС предыдущего поколения. Обычно, при включении телевизионной камеры с такой матрицей этих полос не видно, но по мере разогрева, через 20 - 30 минут появляются неровные широкие светлые полосы полной длины, которые заметно лимитируют чувствительность камеры в ночных условиях.
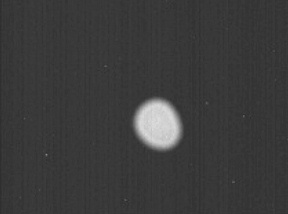
Рис. 7. Пятно от капель химических реактивов на матрице ПЗС фирмы SHARP типа LZ2326BJ, попавшее в область фотодиодов секции накопления
- Пятна от химических реактивов бывают достаточно редко, и попадаются, в пределах какой-либо одной неудачной партии матриц (возможно, при производстве данной партии матриц ПЗС произошло разбрызгивание какого-либо реактива, и его капли попали на поверхность матрицы). Поведение пятен зависит от того слоя матрицы, куда они попали. Если они расположены в слое фотодиодов, то область пятна оказывается чувствительна к температуре, аналогично темновому току ПЗС (рис. 7). Если пятно реактива попало на слой микролинз, то его действие подобно локальному нейтральному светофильтру, наложенному на соответствующую поверхность фоточувствительного массива матрицы.
- Пятна от незначительных механических повреждений, а также от мощной световой перегрузки. Как правило, такие пятна имеют неровные зубчатые (рваные) края на изображении. В зависимости от степени разрушения поверхности эти пятна проявляются по-разному. Они представляют собой локальные участки механически разрушеных, или выжженых лазером микролинз, расположеных на поверхности матрицы ПЗС. При значительном разрушении, на изображении в области пятна появляется яркий белый точечный дефект (или белое пятно большой площади), через который проходит яркий вертикальный белый столб (рис. 8). При менее сильных световых перегрузках микролинзы не разрушаются, но темнеют, что приводит к появлению серых пятен на изображении. Интенсивность света для появления таких пятен должна быть достаточно высока. Эксперименты показывают, что серое пятно с контрастом 1% появляется лишь при постоянном фокусировании изображения Солнца светосильным объективом (F1,0) на один и тот же участок матрицы в течении 10 минут. В реальных условиях работы телевизионных камер, за счет постоянного перемещения Солнца по поверхности матрицы, темных пятен от световой перегрузки даже при многолетней работе камеры не возникает. Дефект приведенный на рис. 8 получается при попадании в матрице ПЗС луча мощного лазера (единицы ватт) в течении нескольких секунд.
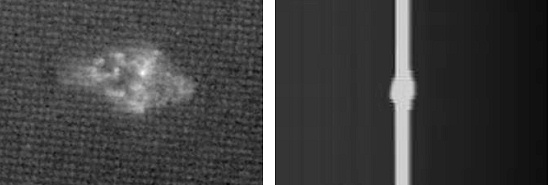
Рис.8. Разрушение поверхности матрицы ПЗС от ее облучения .мощным лазером (слева) и белое пятно с вертикальным столбом, появившиеся в сигнале матрицы ПЗС, как следствие воздействия лазера.
7. Дефекты и эффекты, возникающие при работе матрицы ПЗС при различных временах экспозициях и на разных тактовых частотах, которые правильнее было бы назвать специфическими искажениями, или эффектами. Эти эффекты возникают при работе матрицы ПЗС на границах диапазонов перестройки ее параметров (напряжений питания, времен экспозиции, тактовых частот и т.д.)
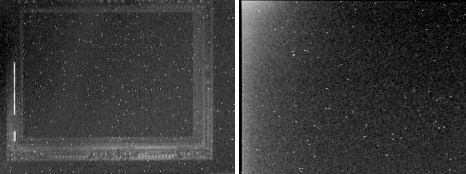
Рис.9. Изображение светящихся p-n переходов двухкаскадного выходного устройства матрицы ICX-249AL (слева) и формируемое этой матрицей изображение при времени экспозиции равном 1 секунде.
- Самозасветка матрицы ПЗС собственным выходным устройством становится заметной при длительностях экспозиции превышающих 1 сек, либо при одновременном увеличении времени экспозиции и включении режима бининга (сложения зарядов соседних пикселей и строк). Причина самозасветки матрицы заключается в том, что p-n переходы и каналы МОП - транзисторов при подаче на них электрических напряжений светятся в ИК области, как самые обычные светодиоды. Уровень свечения их крайне мал (в миллионы раз меньше, чем у обычных светодиодов). Но при увеличении времени экспозиции до секунд, чувствительность матрицы ПЗС на порядки возрастает, и она начинает чувствовать свет собственных p-n переходов и каналов МОП-транзисторов. Особенно страдают этим матрицы с увеличенной ИК чувствительностью, такие как ICX-249AL (рис. 9), ICX-429ALL, ICX-659AL и т.д.
- Эффект растекания заряда от ярких источников света, называемый "блюмингом" наиболее сильно проявляется при работе матрицы ПЗС в режиме максимально коротких времен экспозиции (10 мкс и менее). При пересветке фоточувствительных ячеек матрицы, сначала происходит ограничение сигнала за счет так называемых "стоп-каналов" встроенных в секцию накопления матрицы ПЗС. Начиная с некоторого значения освещенности (1000 - 3000 люкс на матрице ПЗС, что примерно соответствует 10000 - 30000 люкс на объекте) стоп каналы перестают справляться со своей функцией, кроме того, все большая часть света начинает проходить через защитный слой непосредственно в ячейки секции памяти матрицы ПЗС. В результате, возникает эффект яркого пятна и вертикальной белой полосы, проходящей через изображение источника света.
- Эффект смазывания сигнала по вертикали в центральной зоне изображения также происходит при очень коротких временах экспозиции (1 мкс и менее). Его причина заключается в том, что фазные электроды вертикальных секций матрицы ПЗС имеют конечное сопротивление и подключены к выводам корпуса матрицы с краев. В результате управляющие импулься, поступающие на матрицу имеют правильную форму только на краях электродов, но при продвижении к середине электродов по распределенной RC цепи форма импульсов искажается. Из-за этого в центральной зоне матрицы уменьшается управляющая способность электродов и нарушается правильная фазировка импульсов. Как следствие - смаз изображения по вертикали в центральной зоне матрицы при больших освещенностях.
8. Механические дефекты корпуса, стекла, сварки.
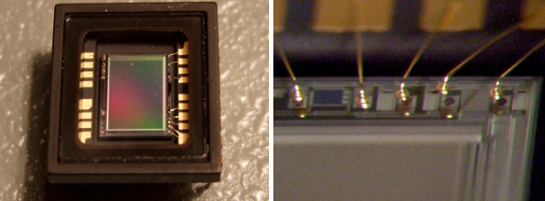
Рис.10. Матрица SONY типа ICX-259AL выпуска 2004 года (слева) и оторвавшиеся от контактных площадок кристалла ПЗС сварные выводы золотых проводников (справа).
- Дефекты точечной сварки кристалла ПЗС в полную силу проявились в 2004 - 2005 годах, когда фирма SONY выпустила большую партию своих матриц ПЗС с этим браком. Многомиллионные убытки от этого дефекта понесли многие фирмы, особенно корейские и тайваньские, производящие наибольшее число охранных ПЗС камер в мире, такие как KTC, Cohu, Lilin и другие. Особенность дефекта заключается в том, что точечная сварка разрушается не сразу, а через недели, месяцы и даже годы после того, как матрицы ПЗС были запаяны в печатные платы камер и проданы потребителям. Как сообщала SONY, причиной дефекта сварки явилась неправильная технология очистки кристалла перед сваркой, что приводило к окислению и полному разрушению сварного шва с течением времени. Обнаружить данный дефект (когда он проявился) легко - достаточно взглянуть на кристалл матрицы ПЗС через увеличительное стекло или микроскоп, чтобы увидеть отвалившиеся (как правило, приподнятые вверх) соединительные проводники.
- Дефекты корпуса и защитного стекла матриц проявляются в виде сколов и трещин, которые, если они небольшие, могут не влиять на работу матрицы. Если механические дефекты достаточно велики, то может быть нарушена герметизация корпуса ПЗС, что значительно снижает надежность ее работы в широком диапазоне температур. В трещины может попасть влага и замерзнуть при отрицательных температурах. В результате произойдет дополнительное разрушение корпуса. При механических воздействиях (вибрации, удары) трещины также могут увеличиваться вплоть до полного разрушения корпуса (обычно, откалывается стекло целиком вместе с приклеенными к нему частями материала корпуса).
Рассмотренные выше дефекты матриц ПЗС, их разнообразие и различное влияние на формируемые телекамерой изображения в зависимости от сюжета и освещенности, приводит к необходимости контроля и учета дефектов при производстве телевизионных камер. Можно выделить две задачи: входной контроль матриц ПЗС с одной стороны и внедрение методов компенсации дефектов в телевизионных камерах с другой стороны.
Входной контроль матриц ПЗС и разбраковка по дефектам
Входной контроль матриц ПЗС и разбраковка по дефектам проводится в ОТК завода ЭВС
более десяти лет. Необходимость входного контроля и разбраковки матриц ПЗС
обусловлена тем, что для разных типов телевизионных камер допустимы различные
уровни дефектов. Например, простые телевизионные камеры, особенно работающие
с объективами М12 в режиме электронного затвора, менее всего критичны к дефектам
ПЗС. Это обусловлено тем, что при работе электронного затвора камера работает
в режиме коротких экспозиций, при которых уровень большинства белых дефектов
уменьшается пропорционально уменьшению времени экспозиции. С другой стороны,
для камер с предельно высокой чувствительностью, работающих в ночных режимах
требуются матрицы ПЗС с минимальным уровнем белых точек.
Такое различие в требованиях позволяет оптимальным образом подобрать матрицы с
различным количеством дефектов для разных групп выпускаемых телевизионных камер.

Рис.11. Рабочее место для входного контроля матриц ПЗС в ОТК завода ЭВС
Поэтому, при входном контроле в ОТК завода ЭВС производится разбраковка матриц ПЗС по дефектам на 10 групп. Разбраковка производится с помощью компьютерной программы OSC-16 установленной на компьютере к которому подключено высококачественное устройство ввода видеосигнала в компьютер Контраст-4-USB. К входам этого устройства подключены измерительные стенды, представляющие из себя телевизионные камеры с фиксированными коэффициентами усиления и временами экспозиции. В этих телекамерах вместо матриц установлены панельки, в которые устанавливаются тестируемые матрицы ПЗС. Разбиение матриц ПЗС на 10 групп производится с учетом приведенной выше спецификации SONY. В зонах "0", "I", "II", "II'" и "III" в соответствии с рисунком Spot Blemish Zone Definition измеряются размахи сигналов от различных дефектов.
Основные характеристики групп приведены ниже:
- Группа "0" - матрицы не имеют ни одного дефекта любого вида, ни в одной зоне при времени экспозиции 20 мс, температуре + 25 градусов Цельсия при максимальном коэффициенте усиления. На изображении в темноте виден один только шум. При засветке матрицы отсутствуют серые, или черные точечные дефекты, пятна, или столбы.
- Группа "1" - тоже, что группа "0", но допускаются белые и черные точечные дефекты размахом не более 1% от уровня насыщения в зонах "II'" и "III".
- Группа "2" - тоже, что группа "1", но допускаются белые и черные точечные дефекты размахом не более 1% от уровня насыщения в зонах "1" и "II".
- Группа "3" - тоже, что группа "2", но допускаются белые и черные точечные дефекты размахом не более 1% от уровня насыщения в зоне "0".
- Группа "4" - тоже, что группа "3", но допускаются белые и черные точечные дефекты размахом не более 4% от уровня насыщения в зонах "II'" и "III".
- Группа "5" - тоже, что группа "4", но допускаются белые и черные точечные дефекты размахом не более 4% от уровня насыщения в зонах "I" и "II" и пятна размахом менее 1%.
- Группа "6" - тоже , что группа "5", но допускаются белые и черные точечные дефекты размахом не более 4% от уровня насыщения в зоне "0" и пятна размахом менее 1%.
- Группа "7" - тоже , что группа "6", но допускаются белые и черные точечные дефекты размахом не более 10% от уровня насыщения в зонах "II'" и "III" и пятна размахом менее 2%.
- Группа "8" - тоже, что группа "6", но допускаются белые и черные точечные дефекты размахом не более 10% от уровня насыщения в зонах "I" и "II" и пятна размахом менее 2%.
- Группа "9" - матрицы не соответствующие нормативам SONY на дефекты.
Приведенные выше описания групп 0 - 9 даны в упрощенном виде, лишь по двум основным проверяемым параметрам. Компьютерная программа OSC-16 измеряет не только амплитуды, но также и количество и размеры дефектов, от которых также зависит попадание матрицы в соответствующую группу.
После описанной процедуры входного контроля матрицы устанавливаются в различные телевизионные камеры в зависимости от типа, для каждого из которых установлен свой диапазон групп матриц. Например, в высокочувствительных камерах с двойным ночным режимом (VNC-743, VNC-748) применяются только матрицы групп "0" и "I". В других камерах используются соответствующие группы от 2 до 8. Группа 9 не устанавливается в серийные камеры ЭВС, а применяется только на этапах разработки (при отработке схем) и при испытаниях на предельные механические и электрические нагрузки.
Компенсация точечных дефектов в настоящее время используется только в некоторых моделях высококачественных телевизионных камер. Недостаточно высокая популярность схем компенсации обусловлена дополнительными затратами, которые приходится вкладывать в камеры, связанными как с большей стоимостью схемных элементов, так и с усложнением процедуры настройки таких телевизионных камер, особенно камер с ночными режимами. Тем не менее, для высокочувствительных камер компенсация дефектов необходима. Она может быть выполнена тремя методами: охлаждением фотоприемника, запоминанием и вычитанием сигналов дефектов из сигнала изображения, и запоминанием координат точечных дефектов и интерполяцией сигнала в месте дефекта сигналами из соседних пикселей. Последний вариант .компенсации самый простой и именно он используется в большинстве телевизионных камер. Фирма ЭВС также использует методы компенсации дефектов в своих самых высокочувствительных камерах серий 743 и 748. Для большей эффективности в камерах ЭВС применяется одновременно два метода компенсации: пассивное охлаждение матрицы ПЗС и метод интерполяции сигнала в дефектных пикселях.
Выводы:
- 1. Несмотря на очень высокое качество матриц ПЗС фирмы SONY, даже в них допускаются белые и черные точечные дефекты и пятна различной амплитуды. Эти дефекты могут быть хорошо заметны при наблюдении не только в ночных условиях, но и днем.
- 2. Наиболее заметными при наблюдении ночью являются белые точечные дефекты и пятна. Дефекты максимальной яркости, сигналы от которых, тем не менее, укладываются в нормативы SONY, неприемлемы для высокочувствительных телевизионных камер, особенно для камер с ночными режимами.
- 3. Для достижения максимального качества высокочувствительных телевизионных камер при их производстве, необходим входной контроль и разбраковка матриц ПЗС по дефектам, например на 10 групп, как это производится в ОТК завода ЭВС, и установка в наиболее чувствительные камеры матриц с минимальным количеством дефектов.
- 4. Для борьбы с дефектами ПЗС целесообразно использовать методы компенсации. Одновременное сочетание двух методов компенсации дефектов в камерах ЭВС серий 743 и 748 обеспечивает этим камерам максимально возможную чувствительность.
А.Н. Куликов
|
|